Myoglobin (symbol Mb or MB) is an iron- and oxygen-binding protein found in the skeletalmuscle tissue of vertebrates in general and in almost all mammals. Myoglobin is distantly related to hemoglobin. Compared to hemoglobin, myoglobin has a higher affinity for oxygen and does not have cooperative-binding with oxygen like hemoglobin does. But at the core, it is an oxygen-binding protein in red blood cells. In humans, myoglobin is only found in the bloodstream after muscle injury.
High concentrations of myoglobin in muscle cells allow organisms
to hold their breath for a longer period of time. Diving mammals such as
whales and seals have muscles with particularly high abundance of
myoglobin. Myoglobin is found in Type I muscle, Type II A, and Type II B, but most texts consider myoglobin not to be found in smooth muscle.
Myoglobin was the first protein to have its three-dimensional structure revealed by X-ray crystallography. This achievement was reported in 1958 by John Kendrew and associates. For this discovery, Kendrew shared the 1962 Nobel Prize in chemistry with Max Perutz.
Despite being one of the most studied proteins in biology, its
physiological function is not yet conclusively established: mice
genetically engineered to lack myoglobin can be viable and fertile, but
show many cellular and physiological adaptations to overcome the loss.
Through observing these changes in myoglobin-depleted mice, it is
hypothesised that myoglobin function relates to increased oxygen
transport to muscle, and to oxygen storage; as well, it serves as a
scavenger of reactive oxygen species.
Myoglobin can take the forms oxymyoglobin (MbO2), carboxymyoglobin (MbCO), and metmyoglobin (met-Mb), analogously to hemoglobin taking the forms oxyhemoglobin (HbO2), carboxyhemoglobin (HbCO), and methemoglobin (met-Hb).
Differences from hemoglobin
Like hemoglobin, myoglobin is a cytoplasmic protein that binds oxygen on a heme
group. It harbors only one globulin group, whereas hemoglobin has four.
Although its heme group is identical to those in Hb, Mb has a higher
affinity for oxygen than does hemoglobin. This difference is related to
its different role: whereas hemoglobin transports oxygen, myoglobin's
function is to store oxygen.
Role in cuisine
Myoglobin contains hemes, pigments responsible for the colour of red meat.
The colour that meat takes is partly determined by the degree of
oxidation of the myoglobin. In fresh meat the iron atom is in the
ferrous (+2) oxidation state bound to an oxygen molecule (O2). Meat cooked well done is brown because the iron atom is now in the ferric (+3) oxidation state, having lost an electron. If meat has been exposed to nitrites, it will remain pink because the iron atom is bound to NO, nitric oxide (true of, e.g., corned beef or cured hams). Grilled meats can also take on a reddish pink "smoke ring" that comes from the heme center binding to carbon monoxide.
Raw meat packed in a carbon monoxide atmosphere also shows this same
pink "smoke ring" due to the same principles. Notably, the surface of
this raw meat also displays the pink color, which is usually associated
in consumers' minds with fresh meat. This artificially induced pink
color can persist, reportedly up to one year.
Hormel and Cargill (meat processing companies in the US) are both
reported to use this meat-packing process, and meat treated this way has
been in the consumer market since 2003.
Role in disease
Myoglobin is released from damaged muscle tissue (rhabdomyolysis), which has very high concentrations of myoglobin. The released myoglobin is filtered by the kidneys but is toxic to the renal tubular epithelium and so may cause acute kidney injury. It is not the myoglobin itself that is toxic (it is a protoxin) but the ferrihemate portion that is dissociated from myoglobin in acidic environments (e.g., acidic urine, lysosomes).
Myoglobin belongs to the globin superfamily of proteins, and as with other globins, consists of eight alpha helices connected by loops. Myoglobin contains 153 amino acids.
Myoglobin contains a porphyrin ring with an iron at its center. A proximalhistidine group (His-93) is attached directly to iron, and a distal histidine group (His-64) hovers near the opposite face. The distal imidazole is not bonded to the iron but is available to interact with the substrate O2. This interaction encourages the binding of O2, but not carbon monoxide (CO), which still binds about 240× more strongly than O2.
The binding of O2 causes substantial structural change at the Fe center, which shrinks in radius and moves into the center of N4 pocket. O2-binding induces "spin-pairing": the five-coordinate ferrous deoxy form is high spin and the six coordinate oxy form is low spin and diamagnetic.
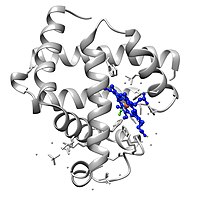
Molecular orbital description of Fe-O2 interaction in myoglobin.
This is an image of an oxygenated myoglobin molecule. The image shows
the structural change when oxygen is bound to the iron atom of the heme
prosthetic group. The oxygen atoms are colored in green, the iron atom
is colored in red, and the heme group is colored in blue.
Synthetic analogues
Many models of myoglobin have been synthesized as part of a broad interest in transition metal dioxygen complexes. A well known example is the picket fence porphyrin, which consists of a ferrous complex of a sterically bulky derivative of tetraphenylporphyrin. In the presence of an imidazole ligand, this ferrous complex reversibly binds O2. The O2
substrate adopts a bent geometry, occupying the sixth position of the
iron center. A key property of this model is the slow formation of the
μ-oxo dimer, which is an inactive diferric state. In nature, such
deactivation pathways are suppressed by protein matrix that prevents
close approach of the Fe-porphyrin assemblies.
A picket-fence porphyrin complex of Fe, with axial coordination sites occupied by methylimidazole (green) and dioxygen. The R groups flank the O2-binding site.
A neodymium magnet (also known as NdFeB, NIB or Neo magnet) is the most widely used type of rare-earth magnet.
It is a permanent magnet made from an alloy of neodymium, iron, and boron to form the Nd2Fe14B tetragonal crystalline structure. Developed independently in 1984 by General Motors and Sumitomo Special Metals, neodymium magnets are the strongest type of permanent magnet available commercially.
Because of different manufacturing processes, they are divided into
two subcategories, namely sintered NdFeB magnets and bonded NdFeB
magnets.
They have replaced other types of magnets in many applications in
modern products that require strong permanent magnets, such as electric motors in cordless tools, hard disk drives and magnetic fasteners.
History
General Motors (GM) and Sumitomo Special Metals independently discovered the Nd2Fe14B compound almost simultaneously in 1984. The research was initially driven by the high raw materials cost of SmCo permanent magnets, which had been developed earlier. GM focused on the development of melt-spun nanocrystalline Nd2Fe14B magnets, while Sumitomo developed full-density sintered Nd2Fe14B magnets. GM commercialized its inventions of isotropic Neo powder, bonded neo
magnets, and the related production processes by founding Magnequench
in 1986 (Magnequench has since become part of Neo Materials Technology,
Inc., which later merged into Molycorp). The company supplied melt-spun Nd2Fe14B powder to bonded magnet manufacturers. The Sumitomo facility became part of the Hitachi Corporation, and has manufactured but also licensed other companies to produce sintered Nd2Fe14B magnets. Hitachi has held more than 600 patents covering neodymium magnets.
Chinese manufacturers have become a dominant force in neodymium
magnet production, based on their control of much of the world's
rare-earth mines.
The United States Department of Energy
has identified a need to find substitutes for rare-earth metals in
permanent magnet technology and has funded such research. The Advanced Research Projects Agency-Energy
has sponsored a Rare Earth Alternatives in Critical Technologies
(REACT) program, to develop alternative materials. In 2011, ARPA-E
awarded 31.6 million dollars to fund Rare-Earth Substitute projects. Because of its role in permanent magnets used for wind turbines, it has been argued that neodymium will be one of the main objects of geopolitical competition in a world running on renewable energy.
But this perspective has been criticized for failing to recognize that
most wind turbines do not use permanent magnets and for underestimating
the power of economic incentives for expanded production.
Composition
Neodymium is a metal that magnetically orders only below 19 K (−254.2 °C; −425.5 °F), where it develops complex antiferromagnetic orders. However, compounds of neodymium with transition metals such as iron can order ferromagnetically with Curie temperatures well above room temperature, and these are used to make neodymium magnets.
The strength of neodymium magnets is the result of several factors. The most important is that the tetragonal Nd2Fe14B crystal structure has exceptionally high uniaxial magnetocrystalline anisotropy (HA ≈ 7T –
magnetic field strength H in units of A/m versus magnetic moment in A·m2). This means a crystal of the material preferentially magnetizes along a specific crystal axis but is very difficult to magnetize in other directions. Like other magnets, the neodymium magnet alloy is composed of microcrystalline
grains which are aligned in a powerful magnetic field during
manufacture so their magnetic axes all point in the same direction. The
resistance of the crystal lattice to turning its direction of
magnetization gives the compound a very high coercivity, or resistance to being demagnetized.
The neodymium atom can have a large magnetic dipole moment because it has 4 unpaired electrons in its electron structure
as opposed to (on average) 3 in iron. In a magnet it is the unpaired
electrons, aligned so that their spin is in the same direction, which
generate the magnetic field. This gives the Nd2Fe14B compound a high saturation magnetization (Js ≈ 1.6T or 16kG) and a remnant magnetization of typically 1.3 teslas. Therefore, as the maximum energy density is proportional to Js2, this magnetic phase has the potential for storing large amounts of magnetic energy (BHmax ≈ 512kJ/m3 or 64MG·Oe).
This magnetic energy value is about 18 times greater than "ordinary"
ferrite magnets by volume and 12 times by mass. This magnetic energy
property is higher in NdFeB alloys than in samarium cobalt
(SmCo) magnets, which were the first type of rare-earth magnet to be
commercialized. In practice, the magnetic properties of neodymium
magnets depend on the alloy composition, microstructure, and
manufacturing technique employed.
The Nd2Fe14B crystal structure can be described as alternating layers of iron atoms and a neodymium-boron compound. The diamagnetic boron atoms do not contribute directly to the magnetism but improve cohesion by strong covalent bonding.
The relatively low rare earth content (12% by volume, 26.7% by mass)
and the relative abundance of neodymium and iron compared with samarium and cobalt makes neodymium magnets lower in price than samarium-cobalt magnets.
Properties
Neodymium magnets (small cylinders) lifting steel spheres. Such magnets can easily lift thousands of times their own weight.
Ferrofluid on a glass plate displays the strong magnetic field of the neodymium magnet underneath.
Grades
Neodymium magnets are graded according to their maximum energy product, which relates to the magnetic flux
output per unit volume. Higher values indicate stronger magnets. For
sintered NdFeB magnets, there is a widely recognized international
classification. Their values range from 28 up to 52. The first letter N
before the values is short for neodymium, meaning sintered NdFeB
magnets. Letters following the values indicate intrinsic coercivity and
maximum operating temperatures (positively correlated with the Curie temperature), which range from default (up to 80 °C or 176 °F) to AH (230 °C or 446 °F).
Grades of sintered NdFeB magnets:
N30 – N52
N30M – N50M
N30H – N50H
N30SH – N48SH
N30UH – N42UH
N28EH – N40EH
N28AH – N35AH
Magnetic properties
Some important properties used to compare permanent magnets are:
Remanence (Br), which measures the strength of the magnetic field.
Coercivity (Hci), the material's resistance to becoming demagnetized.
Curie temperature (TC), the temperature at which the material loses its magnetism.
Neodymium magnets have higher remanence, much higher coercivity and
energy product, but often lower Curie temperature than other types of
magnets. Special neodymium magnet alloys that include terbium and dysprosium have been developed that have higher Curie temperature, allowing them to tolerate higher temperatures. The table below compares the magnetic performance of neodymium magnets with other types of permanent magnets.
These neodymium magnets corroded severely after five months of weather exposure.
Sintered Nd2Fe14B tends to be vulnerable to corrosion, especially along grain boundaries
of a sintered magnet. This type of corrosion can cause serious
deterioration, including crumbling of a magnet into a powder of small
magnetic particles, or spalling of a surface layer.
This vulnerability is addressed in many commercial products by
adding a protective coating to prevent exposure to the atmosphere.
Nickel plating or two-layered copper-nickel plating are the standard
methods, although plating with other metals, or polymer and lacquer
protective coatings, are also in use.
Temperature effects
Neodymium has a negative coefficient, meaning the coercivity along with the magnetic energy density (BHmax)
decreases with temperature. Neodymium-iron-boron magnets have high
coercivity at room temperature, but as the temperature rises above
100 °C (212 °F), the coercivity decreases drastically until the Curie
temperature (around 320 °C or 608 °F). This fall in coercivity limits
the efficiency of the magnet under high-temperature conditions such as
in wind turbines, hybrid motors, etc. Dysprosium (Dy) or terbium (Tb) is added to curb the fall in performance from temperature changes, making the magnet even more expensive.
Hazards
The
greater forces exerted by rare-earth magnets create hazards that may not
occur with other types of magnet. Neodymium magnets larger than a few
cubic centimeters are strong enough to cause injuries to body parts
pinched between two magnets, or a magnet and a ferrous metal surface,
even causing broken bones.
Magnets that get too near each other can strike each other with
enough force to chip and shatter the brittle magnets, and the flying
chips can cause various injuries, especially eye injuries. There have even been cases where young children who have swallowed several magnets have had sections of the digestive tract pinched between two magnets, causing injury or death. Also this could be a serious health risk if working with machines that have magnets in or attached to them The stronger magnetic fields can be hazardous to mechanical and electronic devices, as they can erase magnetic media such as floppy disks and credit cards, and magnetize watches and the shadow masks of CRT
type monitors at a greater distance than other types of magnet. In some
cases, chipped magnets can act as a fire hazard as they come together,
sending sparks flying as if they were a lighter flint, because some neodymium magnets contain ferrocerium.
Production
There are two principal neodymium magnet manufacturing methods:
Classical powder metallurgy or sintered magnet process
Sintered Nd-magnets are prepared by the raw materials being
melted in a furnace, cast into a mold and cooled to form ingots. The
ingots are pulverized and milled; the powder is then sintered into dense
blocks. The blocks are then heat-treated, cut to shape, surface treated
and magnetized.
Rapid solidification or bonded magnet process
Bonded Nd-magnets are prepared by melt spinning a thin ribbon of the NdFeB alloy. The ribbon contains randomly oriented Nd2Fe14B nano-scale grains. This ribbon is then pulverized into particles, mixed with a polymer, and either compression- or injection-molded into bonded magnets.
In 2015, Nitto Denko
Corporation of Japan announced their development of a new method of
sintering neodymium magnet material. The method exploits an
"organic/inorganic hybrid technology" to form a clay-like mixture that
can be fashioned into various shapes for sintering. Most importantly,
it is said to be possible to control a non-uniform orientation of the
magnetic field in the sintered material to locally concentrate the field
to, e.g., improve the performance of electric motors. Mass production
is planned for 2017.
As of 2012, 50,000tons of neodymium magnets are produced officially each year in China, and 80,000tons in a "company-by-company" build-up done in 2013.
China produces more than 95% of rare earth elements and produces about
76% of the world's total rare-earth magnets, as well as most of the
world's neodymium.
Applications
Existing magnet applications
Ring magnets
Most hard disk drives incorporate strong magnets
This manually-powered flashlight uses a neodymium magnet to generate electricity
Neodymium magnets have replaced alnico
and ferrite magnets in many of the myriad applications in modern
technology where strong permanent magnets are required, because their
greater strength allows the use of smaller, lighter magnets for a given
application. Some examples are:
In process industries, powerful neodymium magnets are used to catch foreign bodies and protect product and processes
New applications
Neodymium magnet spheres assembled in the shape of a cube
The greater strength of neodymium magnets has inspired new
applications in areas where magnets were not used before, such as
magnetic jewelry clasps, children's magnetic building sets (and other neodymium magnet toys) and as part of the closing mechanism of modern sport parachute equipment.
They are the main metal in the formerly popular desk-toy magnets,
"Buckyballs" and "Buckycubes", though some U.S. retailers have chosen
not to sell them because of child-safety concerns, and they have been banned in Canada for the same reason.
The strength and magnetic field homogeneity on neodymium magnets
has also opened new applications in the medical field with the
introduction of open magnetic resonance imaging
(MRI) scanners used to image the body in radiology departments as an
alternative to superconducting magnets that use a coil of
superconducting wire to produce the magnetic field.
They were developed in the early 1960s based on work done by Karl Strnat at Wright-Patterson Air Force Base and Alden Ray at the University of Dayton. In particular, Strnat and Ray developed the first formulation of SmCo5.
Samarium–cobalt magnets are generally ranked similarly in strength to neodymium magnets, but have higher temperature ratings and higher coercivity.
Attributes
Extremely resistant to demagnetization
Good temperature stability (maximum use temperatures between 250 °C (523 K) and 550 °C (823 K); Curie temperatures from 700 °C (973 K) to 800 °C (1,070 K)
Expensive and subject to price fluctuations (cobalt is market price sensitive)
Samarium–cobalt magnets have a strong resistance to corrosion and
oxidation resistance, usually do not need to be coated and can be
widely used in high temperature and poor working conditions.
They are brittle, and prone to cracking and chipping. Samarium–cobalt magnets have maximum energy products (BHmax) that range from 14 megagauss-oersteds (MG·Oe) to 33 MG·Oe, that is approx. 112 kJ/m3 to 264 kJ/m3; their theoretical limit is 34 MG·Oe, about 272 kJ/m3.
Sintered Samarium–cobalt magnets exhibit magnetic anisotropy,
meaning they can only be magnetized in the axis of their magnetic
orientation. This is done by aligning the crystal structure of the
material during the manufacturing process.
Comparison of physical properties of sintered neodymium and Sm-Co magnets
Samarium–cobalt magnets are available in two "series", namely SmCo5 magnets and Sm2Co17 magnets.
Series 1:5
These samarium–cobalt magnet alloys (generally written as SmCo5,
or SmCo Series 1:5) have one atom of rare-earth samarium per five atoms
of cobalt. By weight this magnet alloy will typically contain 36%
samarium with the balance cobalt. The energy products of these
samarium–cobalt alloys range from 16 MG·Oe to 25 MG·Oe, that is, approx.
128–200 kJ/m3. These samarium–cobalt magnets generally have a reversible temperature coefficient
of -0.05%/°C. Saturation magnetization can be achieved with a moderate
magnetizing field. This series of magnet is easier to calibrate to a
specific magnetic field than the SmCo 2:17 series magnets.
In the presence of a moderately strong magnetic field,
unmagnetized magnets of this series will try to align their orientation
axis to the magnetic field, thus becoming slightly magnetized. This can
be an issue if postprocessing requires that the magnet be plated or
coated. The slight field that the magnet picks up can attract debris
during the plating or coating process, causing coating failure or a
mechanically out-of-tolerance condition.
Br drifts with temperature and it is one of the
important characteristics of magnet performance. Some applications,
such as inertial gyroscopes and travelling wave tubes (TWTs), need to
have constant field over a wide temperature range. The reversible
temperature coefficient (RTC) of Br is defined as
(∆Br/Br) x (1/∆T) × 100%.
To address these requirements, temperature compensated magnets were developed in the late 1970s. For conventional SmCo magnets, Br decreases as temperature increases. Conversely, for GdCo magnets, Br
increases as temperature increases within certain temperature ranges.
By combining samarium and gadolinium in the alloy, the temperature
coefficient can be reduced to nearly zero.
SmCo5 magnets have a very high coercivity
(coercive force); that is, they are not easily demagnetized. They are
fabricated by packing wide-grain lone-domain magnetic powders. All of
the magnetic domains
are aligned with the easy axis direction. In this case, all of the
domain walls are at 180 degrees. When there are no impurities, the
reversal process of the bulk magnet is equivalent to lone-domain motes,
where coherent rotation is the dominant mechanism. However, due to the
imperfection of fabricating, impurities may be introduced in the
magnets, which form nuclei. In this case, because the impurities may
have lower anisotropy or misaligned easy axes, their directions of
magnetization are easier to spin, which breaks the 180° domain wall
configuration. In such materials, the coercivity is controlled by
nucleation. To obtain much coercivity, impurity control is critical in
the fabrication process.
Series 2:17
These alloys (written as Sm2Co17,
or SmCo Series 2:17) are age-hardened with a composition of two atoms
of rare-earth samarium per 13–17 atoms of transition metals (TM). The TM
content is rich in cobalt, but contains other elements such as iron and
copper. Other elements like zirconium, hafnium,
and such may be added in small quantities to achieve better heat
treatment response. By weight, the alloy will generally contain 25% of
samarium. The maximum energy products of these alloys range from 20 to
32 MGOe, what is about 160-260 kJ/m3. These alloys have the
best reversible temperature coefficient of all rare-earth alloys,
typically being -0.03%/°C. The "second generation" materials can also be
used at higher temperatures.
In Sm2Co17 magnets, the coercivity mechanism is based on domain wall pinning. Impurities inside the magnets impede the domain wall motion and thereby resist the magnetization reversal process. To increase the coercivity, impurities are intentionally added during the fabrication process.
Production
The
alloys are typically machined in the unmagnetized state.
Samarium–cobalt should be ground using a wet grinding process
(water-based coolants) and a diamond grinding wheel. The same type of
process is required if drilling holes or other features that are
confined. The grinding waste produced must not be allowed to completely
dry as samarium–cobalt has a low ignition point. A small spark, such
as that produced with static electricity, can easily initiate
combustion. The resulting fire produced can be extremely hot and difficult to control.
The reduction/melt method and reduction/diffusion method are used
to manufacture samarium–cobalt magnets. The reduction/melt method will
be described since it is used for both SmCo5 and Sm2Co17
production. The raw materials are melted in an induction furnace filled
with argon gas. The mixture is cast into a mold and cooled with water
to form an ingot. The ingot is pulverized and the particles are further
milled to further reduce the particle size. The resulting powder is
pressed in a die of desired shape, in a magnetic field to orient the
magnetic field of the particles. Sintering is applied at a temperature
of 1100˚C–1250˚C, followed by solution treatment at 1100˚C–1200˚C and
tempering is finally performed on the magnet at about 700˚C–900˚C.
It then is ground and further magnetized to increase its magnetic
properties. The finished product is tested, inspected and packed.[citation needed]
Ferrofluid on glass, with a rare-earth magnet underneath
Rare-earth magnets are strong permanent magnets made from alloys of rare-earth elements.
Developed in the 1970s and 1980s, rare-earth magnets are the strongest
type of permanent magnets made, producing significantly stronger
magnetic fields than other types such as ferrite or alnico magnets. The magnetic field typically produced by rare-earth magnets can exceed 1.4 teslas, whereas ferrite or ceramic magnets typically exhibit fields of 0.5 to 1 tesla.
The development of rare-earth magnets began around 1966, when K. J. Strnat and G. Hoffer of the US Air Force Materials Laboratory discovered that an alloy of yttrium and cobalt, YCo5, had by far the largest magnetic anisotropy constant of any material then known.
The term "rare earth" can be misleading, as some of these metals can be as abundant in the Earth's crust as tin or lead,
but rare earth ores do not exist in seams (like coal or copper), so in
any given cubic kilometre of crust they are "rare". The major source is
currently China. Some countries classify rare earth metals as strategically important,
and recent Chinese export restrictions on these materials have led
some to initiate research programs to develop strong magnets that do not
require rare earth metals.
Neodymium
magnets (small cylinders) lifting steel balls. As shown here,
rare-earth magnets can easily lift thousands of times their own weight.
Explanation of strength
The rare-earth (lanthanide) elements are metals that are ferromagnetic, meaning that like iron they can be magnetized to become permanent magnets, but their Curie temperatures
(the temperature above which their ferromagnetism disappears) are below
room temperature, so in pure form their magnetism only appears at low
temperatures. However, they form compounds with the transition metals such as iron, nickel, and cobalt,
and some of these compounds have Curie temperatures well above room
temperature. Rare-earth magnets are made from these compounds.
The greater strength of rare-earth magnets is mostly due to two factors:
First, their crystalline structures have very high magnetic anisotropy. This means that a crystal of the material preferentially magnetizes along a specific crystal axis but is very difficult to magnetize in other directions. Like other magnets, rare-earth magnets are composed of microcrystalline
grains, which are aligned in a powerful magnetic field during
manufacture, so their magnetic axes all point in the same direction.
The resistance of the crystal lattice to turning its direction of
magnetization gives these compounds a very high magnetic coercivity (resistance to being demagnetized), so that the strong demagnetizing field within the finished magnet does not reduce the material's magnetization.
Second, atoms of rare-earth elements can have high magnetic moments. Their orbital electron structures contain many unpaired electrons;
in other elements, almost all of the electrons exist in pairs with
opposite spins, so their magnetic fields cancel out, but in rare-earths
there is much less magnetic cancellation. This is a consequence of
incomplete filling of the f-shell,
which can contain up to 7 unpaired electrons. In a magnet it is the
unpaired electrons, aligned so they spin in the same direction, which
generate the magnetic field. This gives the materials high remanence (saturation magnetizationJs ). The maximal energy density B·Hmax is proportional to Js2, so these materials have the potential for storing large amounts of magnetic energy. The magnetic energy product B·Hmax
of neodymium magnets is about 18 times greater than "ordinary" magnets
by volume. This allows rare-earth magnets to be smaller than other
magnets with the same field strength.
Magnetic properties
Some important properties used to compare permanent magnets are: remanence (Br), which measures the strength of the magnetic field; coercivity (Hci), the material's resistance to becoming demagnetized; energy product (B·Hmax), the density of magnetic energy; and Curie temperature (TC),
the temperature at which the material loses its magnetism. Rare-earth
magnets have higher remanence, much higher coercivity and energy
product, but (for neodymium) lower Curie temperature than other types.
The table below compares the magnetic performance of the two types of
rare-earth magnets, neodymium (Nd2Fe14B) and samarium-cobalt (SmCo5), with other types of permanent magnets.
Samarium–cobalt magnets (chemical formula: SmCo5),
the first family of rare-earth magnets invented, are less used than
neodymium magnets because of their higher cost and lower magnetic field
strength. However, samarium–cobalt has a higher Curie temperature, creating a niche for these magnets in applications where high field strength is needed at high operating temperatures.
They are highly resistant to oxidation, but sintered samarium–cobalt
magnets are brittle and prone to chipping and cracking and may fracture
when subjected to thermal shock.
Neodymium
Neodymium magnet with nickel plating mostly removed
Neodymium magnets, invented in the 1980s, are the strongest and most affordable type of rare-earth magnet. They are made of an alloy of neodymium, iron, and boron (Nd2Fe14B),
sometimes abbreviated as NIB. Neodymium magnets are used in numerous
applications requiring strong, compact permanent magnets, such as
electric motors for cordless tools, hard disk drives, magnetic holddowns, and jewelry clasps. They have the highest magnetic field strength and have a higher coercivity (which makes them magnetically stable), but they have a lower Curie temperature and are more vulnerable to oxidation than samarium–cobalt magnets.
Corrosion can cause unprotected magnets to spall off a surface layer or to crumble into a powder. Use of protective surface treatments such as gold, nickel, zinc, and tin plating and epoxy-resin coating can provide corrosion protection; the majority of neodymium magnets use nickel plating to provide a robust protection.
Originally, the high cost of these magnets limited their use to
applications requiring compactness together with high field strength.
Both the raw materials and the patent licenses were expensive. However,
since the 1990s, NIB magnets have become steadily less expensive, and their lower cost has inspired new uses such as magnetic construction toys.
Hazards
The
greater force exerted by rare-earth magnets creates hazards that are not
seen with other types of magnet. Magnets larger than a few centimeters
are strong enough to cause injuries to body parts pinched between two
magnets or a magnet and a metal surface, even causing broken bones.
Magnets allowed to get too near each other can strike each other with
enough force to chip and shatter the brittle material, and the flying
chips can cause injuries. Starting in 2005, powerful magnets breaking
off toys or from magnetic construction sets started causing injuries and
deaths. Young children who have swallowed several magnets have had a fold of the digestive tract pinched between the magnets, causing injury and in one case intestinal perforations, sepsis, and death.
A voluntary standard for toys, permanently fusing strong magnets
to prevent swallowing, and capping unconnected magnet strength, was
adopted in 2007.
In 2009, a sudden growth in sales of magnetic desk toys for adults
caused a surge in injuries, with emergency room visits estimated at
3,617 in 2012. In response, the U.S. Consumer Product Safety Commission
passed a rule in 2012 restricting rare-earth magnet size in consumer
products, but it was vacated by a US federal court decision in November
2016, in a case brought by the one remaining manufacturer.
After the rule was nullified, the number of ingestion incidents in the
country rose sharply, and is estimated to exceed 1,500 in 2019.
Applications
Since their prices became competitive in the 1990s, neodymium magnets have been replacing alnico and ferrite
magnets in the many applications in modern technology requiring
powerful magnets. Their greater strength allows smaller and lighter
magnets to be used for a given application.
Common applications
Neodymium magnet balls
Common applications of rare-earth magnets include:
mechanically powered flashlights, employing rare earth magnets for generating electricity in a shaking motion or rotating (hand-crank-powered) motion
industrial uses such as maintaining product purity, equipment protection, and quality control
capture of fine metallic particles in lubricating oils (crankcases
of internal combustion engines, also gearboxes and differentials), so as
to keep said particles out of circulation, thereby rendering them
unable to cause abrasive wear of moving machine parts
LED Throwies, small LEDs attached to a button cell battery and a small rare earth magnet, used as a form of non-destructive graffiti and temporary public art.
Miniature figures,
for which rare-earth magnets have gained popularity in the miniatures
gaming community for their small size and relative strength assisting in
basing and swapping weapons between models.
Rare-earth-free permanent magnets
The United States Department of Energy
has identified a need to find substitutes for rare-earth metals in
permanent-magnet technology and has begun funding such research. The Advanced Research Projects Agency-Energy
(ARPA-E) has sponsored a Rare Earth Alternatives in Critical
Technologies (REACT) program, to develop alternative materials. In 2011,
ARPA-E awarded 31.6 million dollars to fund Rare-Earth Substitute
projects.
Recycling efforts
The European Union's
ETN-Demeter project (European Training Network for the Design and
Recycling of Rare-Earth Permanent Magnet Motors and Generators in Hybrid
and Full Electric Vehicles)
is examining sustainable design of electric motors used in vehicles.
They are, for example, designing electric motors in which the magnets
can be easily removed for recycling the rare earth metals.
The European Union's European Research Council also awarded to Principal Investigator, Prof. Thomas Zemb, and co-Principal Investigator, Dr. Jean-Christophe P. Gabriel, an Advanced Research Grant
for the project "Rare Earth Element reCYCling with Low harmful
Emissions : REE-CYCLE", which aimed at finding new processes for the
recycling of rare earth.