
Steps in the hydrogenation of a C=C double bond at a catalyst surface, for example Ni or Pt :
(1) The reactants are adsorbed on the catalyst surface and H2 dissociates.
(2) An H atom bonds to one C atom. The other C atom is still attached to the surface.
(3) A second C atom bonds to an H atom. The molecule leaves the surface.
| Process type | Chemical |
|---|---|
| Industrial sector(s) | Food industry, petrochemical industry, pharmaceutical industry, agricultural industry |
| Main technologies or sub-processes | Various transition metal catalysts, high-pressure technology |
| Feedstock | Unsaturated substrates and hydrogen or hydrogen donors |
| Product(s) | Saturated hydrocarbons and derivatives |
| Inventor | Paul Sabatier |
| Year of invention | 1897 |
Hydrogenation – meaning, to treat with hydrogen – is a chemical reaction between molecular hydrogen (H2) and another compound or element, usually in the presence of a catalyst such as nickel, palladium or platinum. The process is commonly employed to reduce or saturate organic compounds. Hydrogenation typically constitutes the addition of pairs of hydrogen atoms to a molecule, often an alkene. Catalysts
are required for the reaction to be usable; non-catalytic hydrogenation
takes place only at very high temperatures. Hydrogenation reduces double and triple bonds in hydrocarbons.
Process
It has three components, the unsaturated substrate, the hydrogen (or hydrogen source) and, invariably, a catalyst. The reduction reaction is carried out at different temperatures and pressures depending upon the substrate and the activity of the catalyst.
Related or competing reactions
The
same catalysts and conditions that are used for hydrogenation reactions
can also lead to isomerization of the alkenes from cis to trans. This
process is of great interest because hydrogenation technology generates
most of the trans fat in foods. A reaction where bonds are broken while hydrogen is added is called hydrogenolysis, a reaction that may occur to carbon-carbon and carbon-heteroatom (oxygen, nitrogen or halogen) bonds. Some hydrogenations of polar bonds are accompanied by hydrogenolysis.
Hydrogen sources
For hydrogenation, the obvious source of hydrogen is H2
gas itself, which is typically available commercially within the
storage medium of a pressurized cylinder. The hydrogenation process
often uses greater than 1 atmosphere of H2, usually conveyed
from the cylinders and sometimes augmented by "booster pumps". Gaseous
hydrogen is produced industrially from hydrocarbons by the process known
as steam reforming.
For many applications, hydrogen is transferred from donor molecules
such as formic acid, isopropanol, and dihydroanthracene. These hydrogen
donors undergo dehydrogenation to, respectively, carbon dioxide, acetone, and anthracene. These processes are called transfer hydrogenations.
Substrates
An
important characteristic of alkene and alkyne hydrogenations, both the
homogeneously and heterogeneously catalyzed versions, is that hydrogen
addition occurs with "syn addition", with hydrogen entering from the least hindered side. This reaction can be performed on a variety of different functional groups.
| Substrate | Product | Comments | Heat of hydrogenation (kJ/mol) |
|---|---|---|---|
| R2C=CR'2 (alkene) |
R2CHCHR'2 (alkane) |
large application is production of margarine | −90 to −130 |
| RC≡CR' (alkyne) |
RCH2CH2R' (alkane) |
semihydrogenation gives cis-RHC=CHR' |
−300 (for full hydrogenation) |
| RCHO (aldehyde) |
RCH2OH (primary alcohol) |
often employs transfer hydrogenation | −60 to −65 |
| R2CO (ketone) |
R2CHOH (secondary alcohol) |
often employs transfer hydrogenation | −60 to −65 |
| RCO2R' (ester) |
RCH2OH + R'OH (two alcohols) |
often applies to production of fatty alcohols | −25 to −105 |
| RCO2H (carboxylic acid) |
RCH2OH (primary alcohol) |
applicable to fatty alcohols | −25 to −75 |
| RNO2 (nitro) |
RNH2 (amine) |
major application is aniline | −550 |
Catalysts
With rare exceptions, H2 is unreactive toward organic compounds in the absence of metal catalysts. The unsaturated substrate is chemisorbed
onto the catalyst, with most sites covered by the substrate. In
heterogeneous catalysts, hydrogen forms surface hydrides (M-H) from
which hydrogens can be transferred to the chemisorbed substrate. Platinum, palladium, rhodium, and ruthenium form highly active catalysts, which operate at lower temperatures and lower pressures of H2. Non-precious metal catalysts, especially those based on nickel (such as Raney nickel and Urushibara nickel)
have also been developed as economical alternatives, but they are often
slower or require higher temperatures. The trade-off is activity (speed
of reaction) vs. cost of the catalyst and cost of the apparatus
required for use of high pressures. Notice that the Raney-nickel
catalysed hydrogenations require high pressures.
Catalysts are usually classified into two broad classes: homogeneous catalysts and heterogeneous catalysts.
Homogeneous catalysts dissolve in the solvent that contains the
unsaturated substrate. Heterogeneous catalysts are solids that are
suspended in the same solvent with the substrate or are treated with
gaseous substrate.
Homogeneous catalysts
Some well known homogeneous catalysts are indicated below. These are coordination complexes that activate both the unsaturated substrate and the H2. Most typically, these complexes contain platinum group metals, especially Rh and Ir.
- Homogeneous hydrogenation catalysts and their precursors
 Dichlorotris(triphenylphosphine)ruthenium(II) is a precatalyst based on ruthenium.
Dichlorotris(triphenylphosphine)ruthenium(II) is a precatalyst based on ruthenium.
 Crabtree's catalyst is a highly active catalyst featuring iridium.
Crabtree's catalyst is a highly active catalyst featuring iridium.
 Rh2Cl2(cod)2 is a precursor to many homogeneous catalysts.
Rh2Cl2(cod)2 is a precursor to many homogeneous catalysts.
 (S)-iPr-PHOX is a typical chelating phosphine ligand used in asymmetric hydrogenation.
(S)-iPr-PHOX is a typical chelating phosphine ligand used in asymmetric hydrogenation.
ruthenium(II).png)


-iPr-PHOX.svg)

hydrogenation of propylene with Wilkinson's catalyst
Homogeneous catalysts are also used in asymmetric synthesis by the
hydrogenation of prochiral substrates. An early demonstration of this
approach was the Rh-catalyzed hydrogenation of enamides as precursors to
the drug L-DOPA. To achieve asymmetric reduction, these catalyst are made chiral by use of chiral diphosphine ligands.
Rhodium catalyzed hydrogenation has also been used in the herbicide
production of S-metolachlor, which uses a Josiphos type ligand (called
Xyliphos). In principle asymmetric hydrogenation can be catalyzed by chiral heterogeneous catalysts, but this approach remains more of a curiosity than a useful technology.
Heterogeneous catalysts
Heterogeneous
catalysts for hydrogenation are more common industrially. In industry,
precious metal hydrogenation catalysts are deposited from solution as a
fine powder on the support, which is a cheap, bulky, porous, usually
granular material, such as activated carbon, alumina, calcium carbonate or barium sulfate. For example, platinum on carbon is produced by reduction of chloroplatinic acid in situ in carbon. Examples of these catalysts are 5% ruthenium on activated carbon, or 1% platinum on alumina. Base metal catalysts, such as Raney nickel,
are typically much cheaper and do not need a support. Also, in the
laboratory, unsupported (massive) precious metal catalysts such as platinum black are still used, despite the cost.
As in homogeneous catalysts, the activity is adjusted through changes in the environment around the metal, i.e. the coordination sphere. Different faces
of a crystalline heterogeneous catalyst display distinct activities,
for example. This can be modified by mixing metals or using different
preparation techniques. Similarly, heterogeneous catalysts are affected
by their supports.
In many cases, highly empirical modifications involve selective
"poisons". Thus, a carefully chosen catalyst can be used to hydrogenate
some functional groups without affecting others, such as the
hydrogenation of alkenes without touching aromatic rings, or the
selective hydrogenation of alkynes to alkenes using Lindlar's catalyst. For example, when the catalyst palladium is placed on barium sulfate and then treated with quinoline, the resulting catalyst reduces alkynes only as far as alkenes. The Lindlar catalyst has been applied to the conversion of phenylacetylene to styrene.
- Illustrative hydrogenations
 Selective hydrogenation of the less hindered alkene group in carvone using a homogeneous catalyst (Wilkinson's catalyst).
Selective hydrogenation of the less hindered alkene group in carvone using a homogeneous catalyst (Wilkinson's catalyst).
 Partial hydrogenation of phenylacetylene using the Lindlar catalyst.
Partial hydrogenation of phenylacetylene using the Lindlar catalyst.
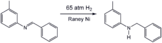 Hydrogenation of an imine using a Raney nickel catalyst, a popular heterogeneous catalyst.
Hydrogenation of an imine using a Raney nickel catalyst, a popular heterogeneous catalyst.
 Partial hydrogenation of a resorcinol derivative using a Raney-Nickel catalyst.
Partial hydrogenation of a resorcinol derivative using a Raney-Nickel catalyst.
 Hydrogenation of maleic acid to succinic acid.
Hydrogenation of maleic acid to succinic acid.





Transfer hydrogenation

The transition state of two transfer-hydrogenation reactions from ruthenium-hydride complexes onto carbonyls
Transfer hydrogenation uses other hydrogen donor molecules in place of H2 itself. These reactants, which can also serve as solvents for the reaction, include hydrazine, dihydronaphthalene, dihydroanthracene, isopropanol, and formic acid. The reaction involves an outer-sphere mechanism.
In organic synthesis, transfer hydrogenation is useful for the asymmetric reduction of polar unsaturated substrates, such as ketones, aldehydes, and imines.
The hydrogenation of polar substrates such as ketones and aldehydes
typically requires transfer hydrogenation, at least reactions that use homogeneous catalysts. These catalysts are readily generated in chiral forms, which is the basis of asymmetric hydrogenation of ketones.
Electrolytic hydrogenation
Polar substrates such as nitriles can be hydrogenated electrochemically, using protic solvents and reducing equivalents as the source of hydrogen.
Thermodynamics and mechanism
The addition of hydrogen to double or triple bonds in hydrocarbons is a type of redox reaction that can be thermodynamically favorable. For example, the addition of hydrogen to an alkene has a Gibbs free energy change of -101 kJ·mol−1. However, the reaction rate for most hydrogenation reactions is negligible in the absence of catalysts.
Hydrogenation is a strongly exothermic
reaction. In the hydrogenation of vegetable oils and fatty acids, for
example, the heat released is about 25 kcal per mole (105 kJ/mol),
sufficient to raise the temperature of the oil by 1.6–1.7 °C per iodine number drop. The mechanism of metal-catalyzed hydrogenation of alkenes and alkynes has been extensively studied. First of all isotope labeling using deuterium confirms the regiochemistry of the addition:
- RCH=CH2 + D2 → RCHDCH2D
Heterogeneous catalysis
On solids, the accepted mechanism is the Horiuti-Polanyi mechanism:
- Binding of the unsaturated bond, and hydrogen dissociation into atomic hydrogen onto the catalyst
- Addition of one atom of hydrogen; this step is reversible
- Addition of the second atom; effectively irreversible under hydrogenating conditions.
In the second step, the metallointermediate formed is a saturated
compound that can rotate and then break down, again detaching the alkene
from the catalyst. Consequently, contact with a hydrogenation catalyst
necessarily causes cis-trans-isomerization, because the
isomerization is thermodynamically favorable. This is a problem in
partial hydrogenation, while in complete hydrogenation the produced trans-alkene is eventually hydrogenated.
For aromatic substrates, the first bond is hardest to hydrogenate
because of the free energy penalty for breaking the aromatic system.
The product of this is a cyclohexadiene, which is extremely active and
cannot be isolated; in conditions reducing enough to break the
aromatization, it is immediately reduced to a cyclohexene. The cyclohexene
is ordinarily reduced immediately to a fully saturated cyclohexane, but
special modifications to the catalysts (such as the use of the
anti-solvent water on ruthenium) can preserve some of the cyclohexene,
if that is a desired product.
Homogeneous catalysis
In many homogeneous hydrogenation processes, the metal binds to both components to give an intermediate alkene-metal(H)2 complex. The general sequence of reactions is assumed to be as follows or a related sequence of steps:
- binding of the hydrogen to give a dihydride complex via oxidative addition (preceding the oxidative addition of H2 is the formation of a dihydrogen complex):
- LnM + H2 → LnMH2
- binding of alkene:
- LnM(η2H2) + CH2=CHR → Ln-1MH2(CH2=CHR) + L
- transfer of one hydrogen atom from the metal to carbon (migratory insertion)
- Ln-1MH2(CH2=CHR) → Ln-1M(H)(CH2-CH2R)
- transfer of the second hydrogen atom from the metal to the alkyl group with simultaneous dissociation of the alkane ("reductive elimination")
- Ln-1M(H)(CH2-CH2R) → Ln-1M + CH3-CH2R
Inorganic substrates
The hydrogenation of nitrogen to give ammonia is conducted on a vast scale by the Haber–Bosch process, consuming an estimated 1% of the world's energy supply.
![{\displaystyle {\ce {{\underset {nitrogen}{N{\equiv }N}}+{\underset {hydrogen \atop (200atm)}{3H2}}->[{\ce {Fe\ catalyst}}][350-550^{\circ }{\ce {C}}]{\underset {ammonia}{2NH3}}}}}](https://wikimedia.org/api/rest_v1/media/math/render/svg/2dd5645111a3ad991987a7b9e10599029c287e98 "Hydrogenation of nitrogen")
Oxygen can be partially hydrogenated to give hydrogen peroxide,
although this process has not been commercialized. One difficulty is
preventing the catalysts from triggering decomposition of the hydrogen
peroxide to form water.
Industrial applications
Catalytic
hydrogenation has diverse industrial uses. Most frequently, industrial
hydrogenation relies on heterogeneous catalysts.
Food industry
The largest scale application of hydrogenation is for the processing of vegetable oils. Typical vegetable oils are derived from polyunsaturated fatty acids (containing more than one carbon-carbon double bond).
Their partial hydrogenation reduces most, but not all, of these
carbon-carbon double bonds. The degree of hydrogenation is controlled by
restricting the amount of hydrogen, reaction temperature and time, and
the catalyst.

- Partial hydrogenation of a typical plant oil to a typical component of margarine. Most of the C=C double bonds are removed in this process, which elevates the melting point of the product.
Hydrogenation converts liquid vegetable oils into solid or semi-solid fats, such as those present in margarine.
Changing the degree of saturation of the fat changes some important
physical properties, such as the melting range, which is why liquid oils
become semi-solid. Solid or semi-solid fats are preferred for baking
because the way the fat mixes with flour produces a more desirable
texture in the baked product. Because partially hydrogenated vegetable
oils are cheaper than animal fats, are available in a wide range of
consistencies, and have other desirable characteristics (such as
increased oxidative stability and longer shelf life), they are the predominant fats used as shortening in most commercial baked goods.
A side effect of incomplete hydrogenation having implications for human health is the isomerization of some of the remaining unsaturated carbon bonds to their trans isomers. Trans fats (resulting from partial hydrogenation) have been implicated in circulatory diseases including heart disease.
The conversion from cis to trans bonds is chemically favored because
the trans configuration has lower energy than the natural cis one. At
equilibrium, the trans/cis isomer ratio is about 2:1. Many countries and
regions have introduced mandatory labeling of trans fats on food
products and appealed to the industry for voluntary reductions. The food industry has moved away from partially hydrogenated fats (i.e. trans fats) and towards fully hydrogenated fats and interesterified fats in response to bad publicity about trans fats, labeling requirements, and removal of trans fats from the FDA list of foods Generally Recognized as Safe.
Petrochemical industry
In
petrochemical processes, hydrogenation is used to convert alkenes and
aromatics into saturated alkanes (paraffins) and cycloalkanes
(naphthenes), which are less toxic and less reactive. Relevant to liquid
fuels that are stored sometimes for long periods in air, saturated
hydrocarbons exhibit superior storage properties. On the other hand,
alkene tend to form hydroperoxides, which can form gums that interfere with fuel handing equipment. For example, mineral turpentine is usually hydrogenated. Hydrocracking of heavy residues into diesel is another application. In isomerization and catalytic reforming processes, some hydrogen pressure is maintained to hydrogenolyze coke formed on the catalyst and prevent its accumulation.
Organic chemistry
Hydrogenation
is a useful means for converting unsaturated compounds into saturated
derivatives. Substrates include not only alkenes and alkynes, but also
aldehydes, imines, and nitriles,
which are converted into the corresponding saturated compounds, i.e.
alcohols and amines. Thus, alkyl aldehydes, which can be synthesized
with the oxo process from carbon monoxide and an alkene, can be converted to alcohols. E.g. 1-propanol is produced from propionaldehyde, produced from ethene and carbon monoxide. Xylitol, a polyol, is produced by hydrogenation of the sugar xylose, an aldehyde. Primary amines can be synthesized by hydrogenation of nitriles,
while nitriles are readily synthesized from cyanide and a suitable
electrophile. For example, isophorone diamine, a precursor to the polyurethane monomer isophorone diisocyanate,
is produced from isophorone nitrile by a tandem nitrile
hydrogenation/reductive amination by ammonia, wherein hydrogenation
converts both the nitrile into an amine and the imine formed from the
aldehyde and ammonia into another amine.
History
Heterogeneous catalytic hydrogenation
The earliest hydrogenation is that of platinum catalyzed addition of hydrogen to oxygen in the Döbereiner's lamp, a device commercialized as early as 1823. The French chemist Paul Sabatier is considered the father of the hydrogenation process. In 1897, building on the earlier work of James Boyce,
an American chemist working in the manufacture of soap products, he
discovered that traces of nickel catalyzed the addition of hydrogen to
molecules of gaseous hydrocarbons in what is now known as the Sabatier process. For this work, Sabatier shared the 1912 Nobel Prize in Chemistry. Wilhelm Normann
was awarded a patent in Germany in 1902 and in Britain in 1903 for the
hydrogenation of liquid oils, which was the beginning of what is now a
worldwide industry. The commercially important Haber–Bosch process, first described in 1905, involves hydrogenation of nitrogen. In the Fischer–Tropsch process, reported in 1922 carbon monoxide, which is easily derived from coal, is hydrogenated to liquid fuels.
In 1922, Voorhees and Adams described an apparatus for performing hydrogenation under pressures above one atmosphere.
The Parr shaker, the first product to allow hydrogenation using
elevated pressures and temperatures, was commercialized in 1926 based on
Voorhees and Adams' research and remains in widespread use. In 1924 Murray Raney
developed a finely powdered form of nickel, which is widely used to
catalyze hydrogenation reactions such as conversion of nitriles to
amines or the production of margarine.
Homogeneous catalytic hydrogenation
In the 1930s, Calvin discovered that copper(II) complexes oxidized H2. The 1960s witnessed the development of well defined homogeneous catalysts using transition metal complexes, e.g., Wilkinson's catalyst (RhCl(PPh3)3). Soon thereafter cationic Rh and Ir were found catalyze the hydrogenation of alkenes and carbonyls. In the 1970s, asymmetric hydrogenation was demonstrated in the synthesis of L-DOPA, and the 1990s saw the invention of Noyori asymmetric hydrogenation. The development of homogeneous hydrogenation was influenced by work started in the 1930s and 1940s on the oxo process and Ziegler–Natta polymerization.
Metal-free hydrogenation
For
most practical purposes, hydrogenation requires a metal catalyst.
Hydrogenation can, however, proceed from some hydrogen donors without
catalysts, illustrative hydrogen donors being diimide and aluminium isopropoxide, the latter illustrated by the Meerwein–Ponndorf–Verley reduction. Some metal-free catalytic systems have been investigated in academic research. One such system for reduction of ketones consists of tert-butanol and potassium tert-butoxide and very high temperatures. The reaction depicted below describes the hydrogenation of benzophenone:

A chemical kinetics study found this reaction is first-order in all three reactants suggesting a cyclic 6-membered transition state.
Another system for metal-free hydrogenation is based on the phosphine-borane, compound 1, which has been called a frustrated Lewis pair. It reversibly accepts dihydrogen at relatively low temperatures to form the phosphonium borate 2 which can reduce simple hindered imines.

The reduction of nitrobenzene to aniline has been reported to be catalysed by fullerene, its mono-anion, atmospheric hydrogen and UV light.[40]
Equipment used for hydrogenation
Today's bench chemist has three main choices of hydrogenation equipment:
- Batch hydrogenation under atmospheric conditions
- Batch hydrogenation at elevated temperature and/or pressure
- Flow hydrogenation
Batch hydrogenation under atmospheric conditions
The
original and still a commonly practised form of hydrogenation in
teaching laboratories, this process is usually effected by adding solid
catalyst to a round bottom flask of dissolved reactant which has been evacuated using nitrogen or argon gas and sealing the mixture with a penetrable rubber seal. Hydrogen gas is then supplied from a H2-filled balloon.
The resulting three phase mixture is agitated to promote mixing.
Hydrogen uptake can be monitored, which can be useful for monitoring
progress of a hydrogenation. This is achieved by either using a
graduated tube containing a coloured liquid, usually aqueous copper sulfate or with gauges for each reaction vessel.
Batch hydrogenation at elevated temperature and/or pressure
Since many hydrogenation reactions such as hydrogenolysis of protecting groups and the reduction of aromatic
systems proceed extremely sluggishly at atmospheric temperature and
pressure, pressurised systems are popular. In these cases, catalyst is
added to a solution of reactant under an inert atmosphere in a pressure vessel.
Hydrogen is added directly from a cylinder or built in laboratory
hydrogen source, and the pressurized slurry is mechanically rocked to
provide agitation, or a spinning basket is used. Heat may also be used, as the pressure compensates for the associated reduction in gas solubility.
Flow hydrogenation
Flow
hydrogenation has become a popular technique at the bench and
increasingly the process scale. This technique involves continuously
flowing a dilute stream of dissolved reactant over a fixed bed catalyst
in the presence of hydrogen. Using established HPLC
technology, this technique allows the application of pressures from
atmospheric to 1,450 psi (100 bar). Elevated temperatures may also be
used. At the bench scale, systems use a range of pre-packed catalysts
which eliminates the need for weighing and filtering pyrophoric catalysts.
Industrial reactors
Catalytic hydrogenation is done in a tubular plug-flow reactor
(PFR) packed with a supported catalyst. The pressures and temperatures
are typically high, although this depends on the catalyst. Catalyst
loading is typically much lower than in laboratory batch hydrogenation,
and various promoters are added to the metal, or mixed metals are used,
to improve activity, selectivity and catalyst stability. The use of
nickel is common despite its low activity, due to its low cost compared
to precious metals.
Gas Liquid Induction Reactors (Hydrogenator) are also used for carrying out catalytic hydrogenation.


